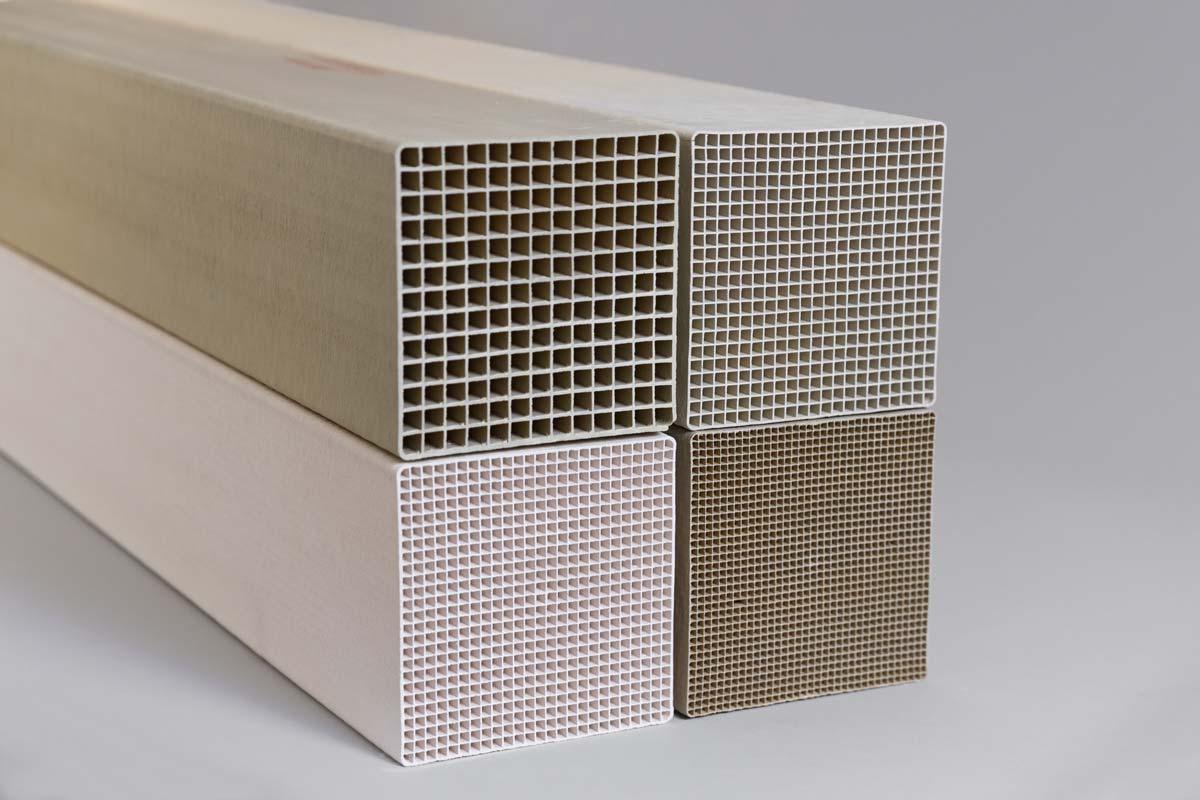
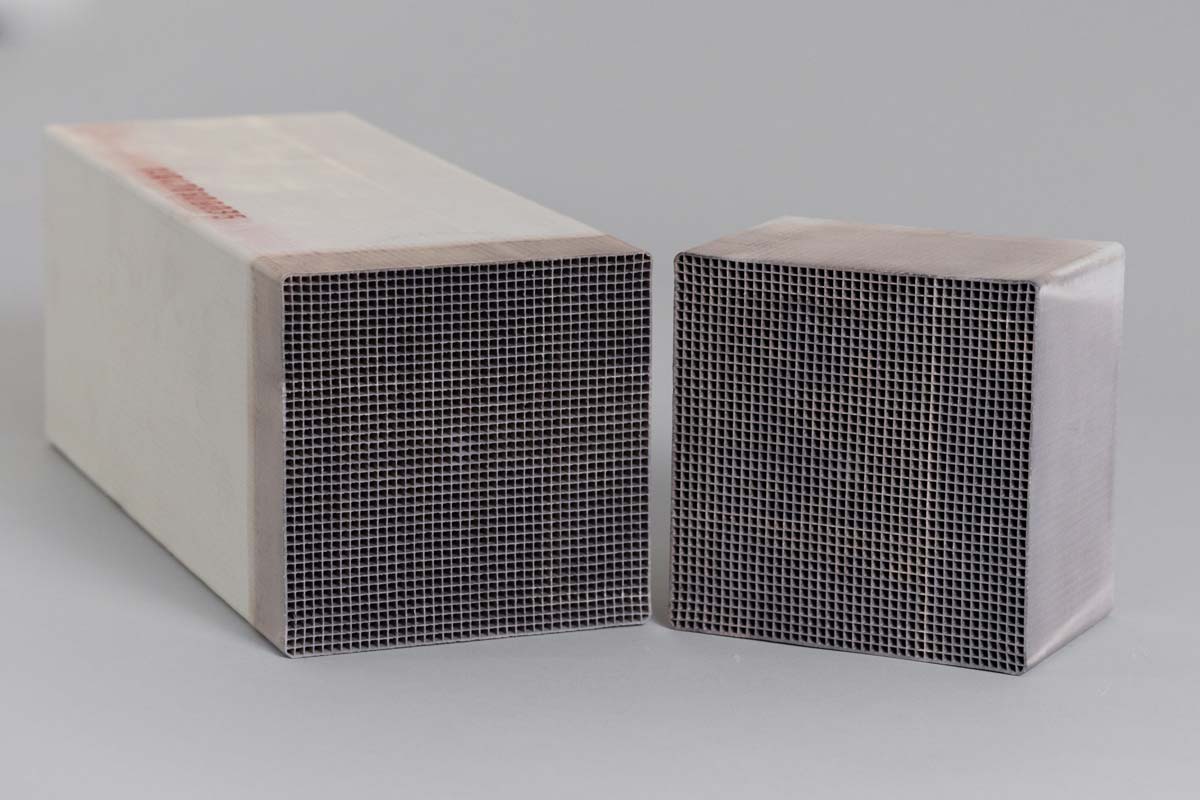
Ceram Austria GmbH has been producing homogeneously extruded honeycomb catalysts since 1985. This catalyst product mainly consists of titanium oxide, tungsten oxide and vanadium pentoxide. The required mechanical strength is achieved by adding ceramic fibers.
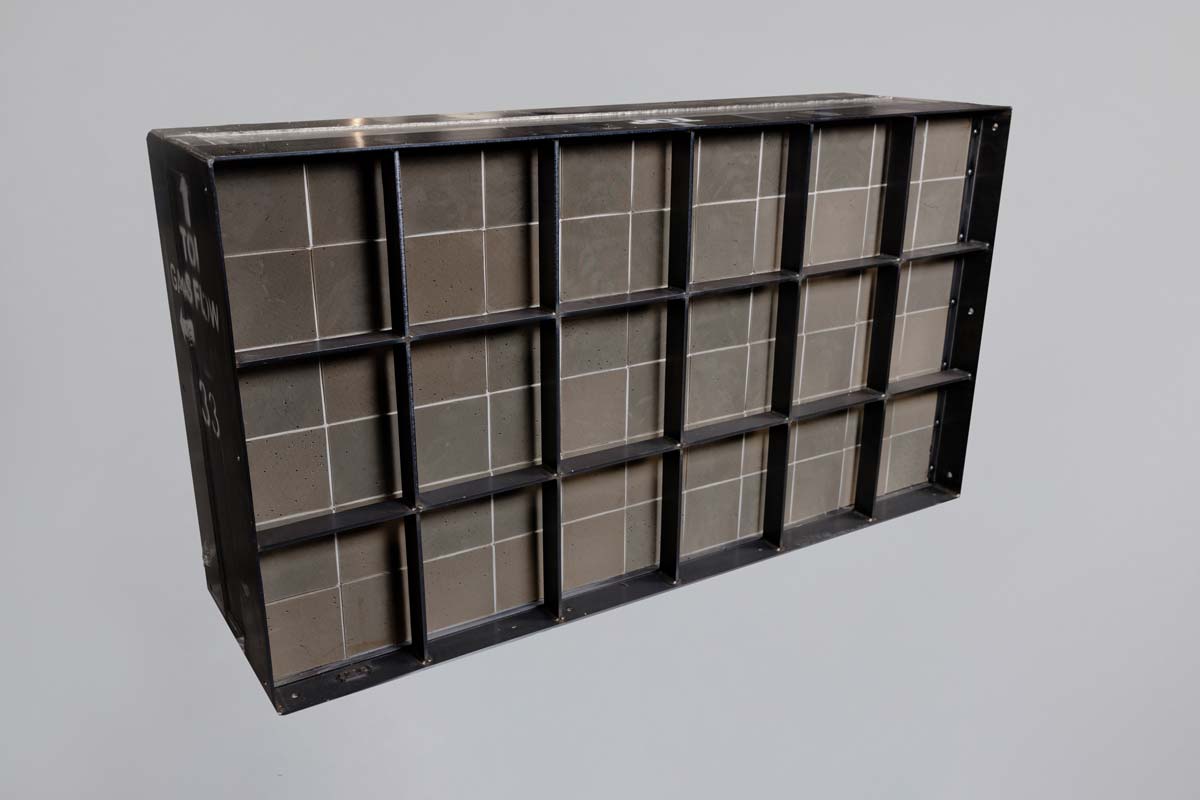
Our catalysts are an integral component in the SCR process (Selective Catalytic Reduction). This process is used in fossil fuel power plants, waste incineration plants, stationary diesel engines, industrial plants and heavy commercial vehicles. In the SCR process, the nitrogen oxide compounds contained in flue gases are converted into nitrogen and water vapor, both natural constituent elements of air. SCR technology is a significant contributor to reducing ground-level ozone, acid rain and the greenhouse effect.
CERAM catalysts are used successfully in a wide variety of applications worldwide. Each of our clients benefits from our diverse experience inclusive of applications involving nearly every conceivable fuel type and quality.
The CERAM honeycomb catalysts are tailored to the exact specifications of each application. Our products can operate at temperatures between 150° C and 550° C (300° F and 1020° F).
For specific inquiries about our products and applications please contact our PRODUCTMANAGEMENT
For our American customers please contact directly noel.rosha@ceram-usa.com
Our catalysts are also used for the decomposition of dioxins and furans. Catalytic dioxin decomposition is the only process that does not produce any substances requiring disposal.
Our oxidation catalysts reduce carbon monoxide, volatile organic compounds (VOCs) and ammonia emissions. The catalyst substrate is based on titanium dioxide and the active components are precious metals.
CERAM has adapted our SCR catalyst technology to combination catalyst capable of both SCR catalyst that NOx reduction and CO, VOC and NH3 oxidation at the same time.



CERAM produces plate catalysts for use in the energy industry. The catalyst material, which mainly consists of titanium dioxide, tungsten and vanadium, is applied to a stainless-steel substrate and subsequently calcined. Plate-type catalysts are particularly suitable for applications with very high ash fuels or for other applications in which the fly ash is prone to fouling other catalyst geometries (e.g., Powder River Basin or “PRB” subbituminous coal).
For specific inquiries about our products and applications please contact our PRODUCTMANAGEMENT
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}